Tel: 0086769-23187408
Email: info@linzshoes.com
Tel: 0086769-23187408
Email: info@linzshoes.com
Waterproof fabrics play a vital role in providing reliable defense in medical protective equipment. These fabrics are specifically designed to repel fluids and form a barrier against potential contaminants, keeping healthcare professionals and patients safe.
Waterproof fabrics have the capability to resist water and keep the wearer dry, which is crucial in ensuring that high-performance sportswear remains relevant because outdoor games are often associated with rain, snow or dampness. This type of clothing is essential for athletes to be able to push themselves to their limits irrespective of the weather.
Moreover, waterproof fabric breathability allows sweat to evaporate through the garment thereby making athletes feel comfortable. In addition, it can act as a barrier against wind and cold conditions thus enabling players to stay warm and dry when they participate in sports such as golf that require them to play even in cold and wet climates.
The durability of waterproof fabrics is also important in sportswear. The best clothes for high-performance activities need to retain their protective ability after several uses and vigorous workouts.
Given the advantages that come with using waterproof fabrics, its usage has been integrated into high-performance sportswear so as to give athletes both reassurance and competitive edge required for performing well under tough situations.

In the modern world, focus on preserving our environment and sustainable development has become very significant. The manufacture of environmentally friendly waterproof fabrics is thus a step closer in creating a green tomorrow. Not only do waterproof fabrics deliver effective moisture protection, but also minimize their effect on earth throughout their life cycle.
Conversely, traditional waterproof fabrics mainly depend on synthetic materials from non-renewable resources which are mostly petroleum-based plastics. Conversely, eco-friendly alternatives employ sustainable components such as recycled polyester or plant sourced fibers like organic cotton or hemp. Such fabrics reduce energy consumption by lowering dependence on non-renewable sources thereby minimizing carbon footprints linked to their production.
Moreover, after manufacture, the durability and recyclability of the water proof fabric also contributes to its sustainability. It is long-lasting and resistant to wear and tear thereby reducing frequent replacement needs. Additionally, fabric can often be recycled or re-purposed once it reaches end-of-life stage thus reducing waste contributing to further useful life being spent by this material
Waterproof textiles are critical for thermal wear in protecting and keeping warm individuals who live and work in cold wet environments. Fabric that will be both waterproof and insulating is developed, thus making it an important element for making high-performance thermal garments.
One of the most important advantages of water-proof fabrics when used in thermal clothing is their ability to repel moisture. Traditional fabrics may get soaked with rain, snow or other forms of moisture rendering them uncomfortable and potentially causing hypothermia. Conversely, water resistant fabrics form a barrier that does not allow water to get through the garment thus keeping the wearer dry and insulating.
In addition, these types of materials can make clothes warmer by insulating them. They are meant to effective insulation that prevents heat loss hence creating a micro climate next to the skin thus ensuring warmth of the body.
Moreover, this fabric when used in manufacturing of thermals usually allows breathing movements. The material resists wetness but also purges off steam as well as excess heat preventing overheating particularly during physical activities hence ensuring comfort.

Waterproof fabrics have completely altered a number of industries as they now offer the most effective moisture protection. This flexibility and dependability makes them useful in various things like raincoats, tents, where they are very crucial in keeping people and their properties dry during wet periods.
One of the commonest uses for waterproof fabrics is in the production of raincoats and jackets. These materials prevent water from entering into the clothes by repelling rain and bad weather hence keeping the wearer dry. Whether it is a lightweight everyday use kind of raincoat or a heavy duty waterproof jacket for extreme conditions these fabrics serve a necessary purpose while being protective enough to guarantee comfort at all times.
Waterproof fabrics are also used for making tents among other camping equipments. While exploring nature, having reliable and long lasting cover is important. The tent’s waterproof fabric prevents water from passing through it thereby protecting campers even during extended rainy seasons.
In summary, waterproof fabrics have wide range of applications. From medical protective gear to construction materials, these substances offer reliable resistance to dampness across different fields such as raincoats, tents etcetera. Their capacity to resist water coupled with durability, comfort and safety has made them an integral part of many products available today

Nize New Materials is one of the world's leading material suppliers. We have more than 20 years of experience in this field and serve customers around the world. We also have world-class production equipment and an annual production capacity of 5 meters of ionic sulfate.
We focus on the research of the anti-piercing shoe midsole, interrupting the monopoly position of the anti-piercing cloth midsole inforeian countries. and producing the anti-piercing cloth midsole of our own branc, filing the domestic gap
The factory covers an area of 83.5 mu and has more than 22.500 sauare meters of production plant, 3,000 square meters of research anddevelopment center, 3,000 sauare meters of office space and more than 500 sets of advanced production and inspection equipment
We have excellent products and a professional sales and technical team that can provide satisfactory solutions according to your needs. If you are interested in our products, we look forward to your online message or call for consultation!
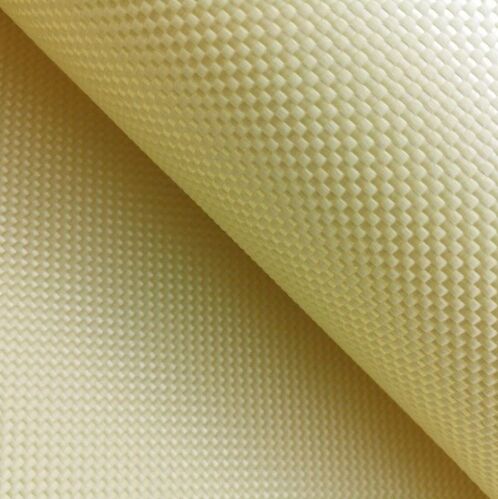
Our products cover a variety of functional materials, whether they are waterproof materials, wear-resistant materials, flame-retardant materials or thermal insulation materials, which can meet the needs of different industries and applications.
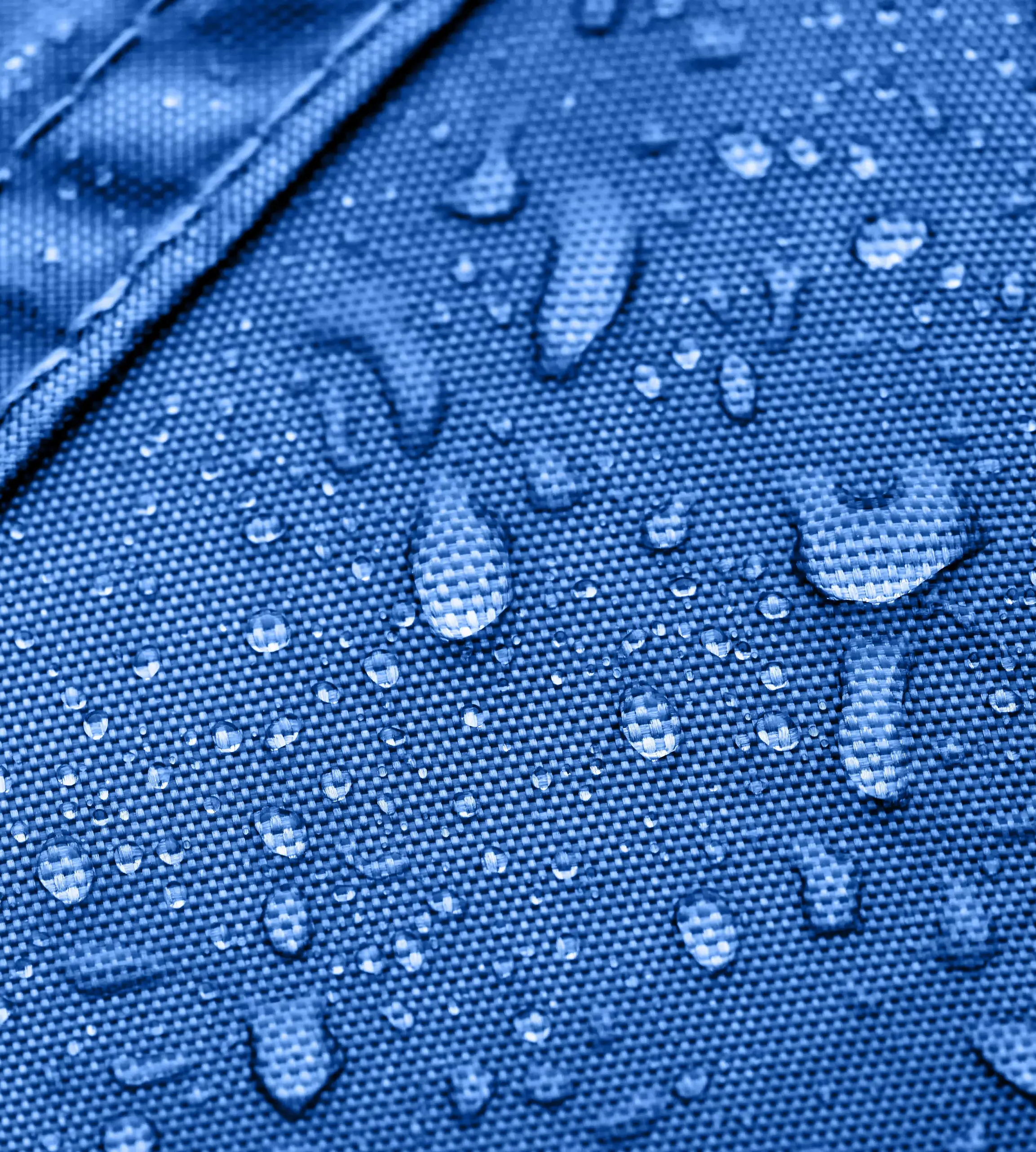
Waterproof fabrics are designed with special coatings or membranes that create a barrier against water penetration. These coatings repel water while allowing vapor to escape, ensuring breathability and preventing moisture buildup.
Waterproof fabric undergoes rigorous testing and quality control measures to ensure its durability and longevity. Additionally, manufacturers often provide guidelines for proper care and maintenance, such as regular washing and reapplying waterproof treatments if necessary, to maintain its effectiveness.
Waterproof fabrics maintain breathability through the use of advanced technologies such as microporous membranes or coatings. These technologies allow moisture vapor to escape from the fabric while preventing liquid water from entering.
Yes, efforts are being made to produce waterproof fabrics using sustainable materials and manufacturing processes. Some waterproof fabrics can be recycled, reducing their environmental impact and promoting a more circular and eco-friendly approach to textile production.
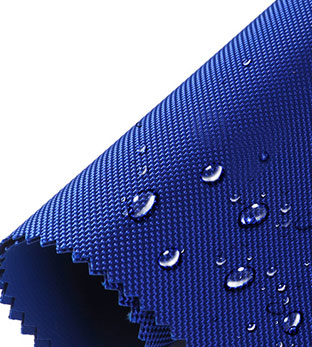
Waterproof fabrics are typically made from synthetic materials such as polyurethane (PU) or silicone-based coatings. These coatings are applied to the fabric surface using various techniques such as spraying, lamination, or dipping. Other materials that are often used in waterproof fabrics include Gore-Tex,eVent, and different types of nylon or polyester.

 EN
EN